
乳化液被称为液压系统的血液,《煤矿安全规程》规定矿用乳化液的浓度须控制在 3%—5% 之间。 实时准确的乳化液浓度监测不仅是煤矿生产管理的需要,更是乳化液自动配比系统中重要的组成部分。 GND15型矿用乳化液浓度传感器是基于光学原理的在线式浓度测量仪器,其内部集成了光学 传感单元、参数贮存是一款高度集成的数字化在线测量仪表。标准的4-20mA和RS485接口能够准确的传输测量数值,真正做到显示和数据传输集成一体机,现场工人可以清晰直观的查看到实时浓度显示。 GND15在设计时充分考虑了煤矿的使用环境和人们对在线测量数据可靠性和稳定性的要求,并且内置多种数据和温度补偿方案,能够很好的应用于煤矿乳化液浓度在线监测。
矿用本安型乳化液浓度传感器应用
用于测量矿用乳化液的浓度,可用于有瓦 斯、煤尘爆炸危险的矿井。
原理
乳化液浓度传感器采用光学原理,利用不同浓度的乳化液具有不同的折射率进行浓度分析,并直接转换成数字和模拟信号通过模拟信号口和RS485接口输出。
测量性能
量程范围:0-15%、0-30%、0-50%、0-100%可选
测量介质:乳化液、切削液、清洗液,润滑液等水溶性液体
测量精度:±0.05%、分辨率0.01%
输出方式:两路4-20mA(浓度+温度)、RS485接口
工作电源:DC12V 电流≤100 mA
整机重量:约2 kg
防护等级:IP67
防爆型式:矿用本质安全型,标记为“Exib I Mb”
仪器尺寸:180*120*120
应用和解决方案:
管道安装
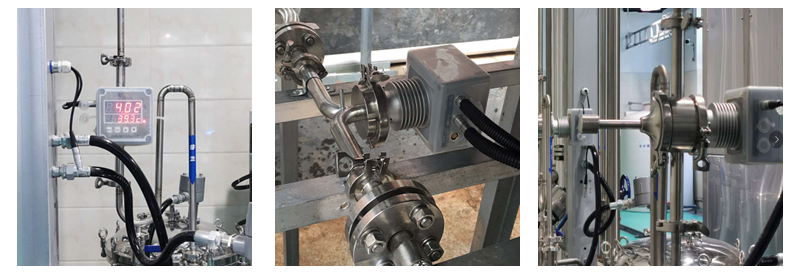
GND15本安型在线浓度计可以安装在主管道或者旁路管道,实现在线检乳化液的浓度监控,来控制液压升降机平台内部的乳化液浓度来达到冷却和润滑设备的效果。仪器输出4-20mA模拟信号和标准485&MODBUS RTU可用于远程控制。因为是测量油性水溶性液体,所以在测量过程中难免会遇到油膜或者杂质吸附在仪器棱镜表面导致仪器跳动误差大、测量不稳定等问题。针对该行业痛点我司最新研发出自动机械式或者超声波清洗棱镜系统,实践证明可以解决此类难题,具体如下表所列。
清洗维护方式:

